Trong kỷ nguyên Công nghiệp 4.0, sự hội tụ giữa vật lý hạt nhân và công nghệ sản xuất đã tạo ra những bước đột phá trong việc kiểm soát chất lượng và tối ưu hóa quy trình. Thiết bị phát tia X, từ những ứng dụng sơ khai trong y tế, đã tiến hóa thành các hệ thống phân tích và đo lường tinh vi, đóng vai trò “con mắt” không thể thiếu trong các môi trường khắc nghiệt của nhà máy thép và các lò nung xi măng. Sự chuyển dịch từ các phương pháp đo lường tiếp xúc truyền thống sang công nghệ bức xạ không tiếp xúc không chỉ đơn thuần là sự thay đổi về công cụ, mà là một cuộc cách mạng về độ chính xác, tốc độ và tính bền vững.

Cơ chế tương tác bức xạ trong môi trường công nghiệp
Việc hiểu rõ bản chất vật lý của tia X là tiền đề quan trọng để tối ưu hóa hiệu suất của thiết bị trong nhà máy. Tia X được tạo ra khi các electron được gia tốc bởi điện thế cao (kV) va chạm với bia kim loại (anode), thường là Tungsten, Molybdenum hoặc Rhodium. Quá trình này tạo ra hai loại bức xạ chính: bức xạ hãm (Bremsstrahlung) với phổ năng lượng liên tục và bức xạ đặc trưng với các đỉnh năng lượng rời rạc phụ thuộc vào vật liệu làm bia.
Trong các ứng dụng công nghiệp, sự tương tác của tia X với vật chất tuân theo các cơ chế vật lý phức tạp, chủ yếu bao gồm hiệu ứng quang điện, tán xạ Compton và sản sinh cặp. Đối với việc đo độ dày thép hoặc phân tích thành phần xi măng, hiệu ứng quang điện đóng vai trò chủ đạo ở năng lượng thấp, trong khi tán xạ Compton trở nên quan trọng khi năng lượng photon tăng lên hoặc khi làm việc với các vật liệu có số hiệu nguyên tử (Z) thấp.
Nguyên lý cốt lõi của mọi thiết bị đo độ dày tia X dựa trên định luật Beer-Lambert. Khi chùm tia X đi qua một tấm thép hoặc một dòng vật liệu xây dựng, cường độ của nó bị suy giảm theo hàm mũ của độ dày và mật độ. Trong sản xuất thép, hệ số hấp thụ khối (mass attenuation coefficient – giá trị đặc trưng cho từng loại vật liệu) thay đổi đáng kể tùy thuộc vào hàm lượng các nguyên tố hợp kim như Crom, Niken hay Mangan. Các thiết bị phát tia X hiện đại như dòng TOSGAGE của Toshiba sử dụng các thuật toán bù hợp kim (alloy compensation) để đảm bảo rằng kết quả đo độ dày không bị sai lệch khi nhà máy thay đổi mác thép.
Thiết bị phát tia X trong chuỗi giá trị sản xuất thép
Ngành thép đòi hỏi sự chính xác tuyệt đối trong các điều kiện làm việc cực đoan như nhiệt độ cao, rung động mạnh và bụi bẩn. Các thiết bị phát tia X phải được thiết kế với độ bền cơ học và ổn định điện năng cực cao.
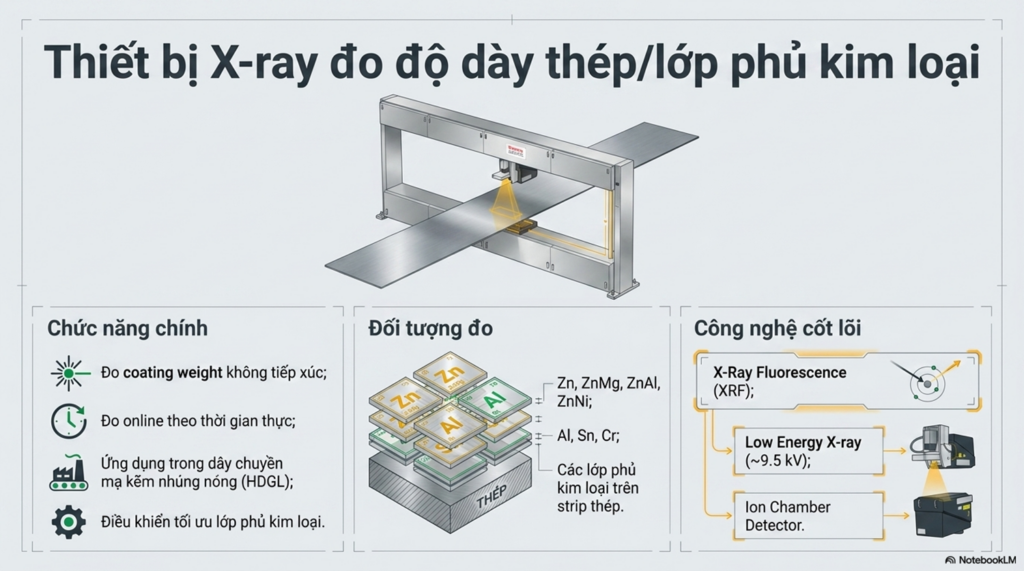
Trong các nhà máy cán nóng, thép tấm hoặc băng thép thường có nhiệt độ trên 1000oC. Tại đây, các đầu đo cơ học hoàn toàn bất lực. Thiết bị phát tia X sử dụng khung chữ C (C-frame) có thể di chuyển ngang qua băng thép để thực hiện phép đo không tiếp xúc. Việc sử dụng máy phát tia X thay cho nguồn đồng vị phóng xạ (như Cesium-137) mang lại lợi thế về khả năng điều chỉnh năng lượng chùm tia để phù hợp với các dải độ dày khác nhau, từ thép tấm dày đến các dải mỏng hơn.
| Đặc điểm kỹ thuật | Thiết bị đo X-ray trong cán thép | Ý nghĩa thực tiễn |
| Điện áp nguồn (kV) | 50 kV đến 550 kV | Quyết định khả năng xuyên thấu qua các tấm thép dày |
| Công suất phát (W) | 640 W đến 4500 W | Đảm bảo cường độ tín hiệu đủ mạnh để giảm nhiễu thống kê |
| Thời gian phản hồi | Dưới 10 ms | Cho phép điều khiển AGC (Automatic Gauge Control) theo thời gian thực |
| Độ chính xác | ±0,05% | Đạt tiêu chuẩn khắt khe nhất của ngành ô tô và hàng không |
Dòng máy phát CF và CP của Gulmay là minh chứng cho sự kết hợp giữa công suất cao và độ ổn định. Việc sử dụng hệ thống cao áp cách điện bằng dầu thay vì nhựa resin giúp tăng khả năng tản nhiệt, cho phép thiết bị vận hành liên tục 24/7 trong môi trường nóng bức của nhà máy cán mà không bị suy giảm tuổi thọ.
Kiểm soát lớp phủ bề mặt bằng huỳnh quang tia X (XRF)
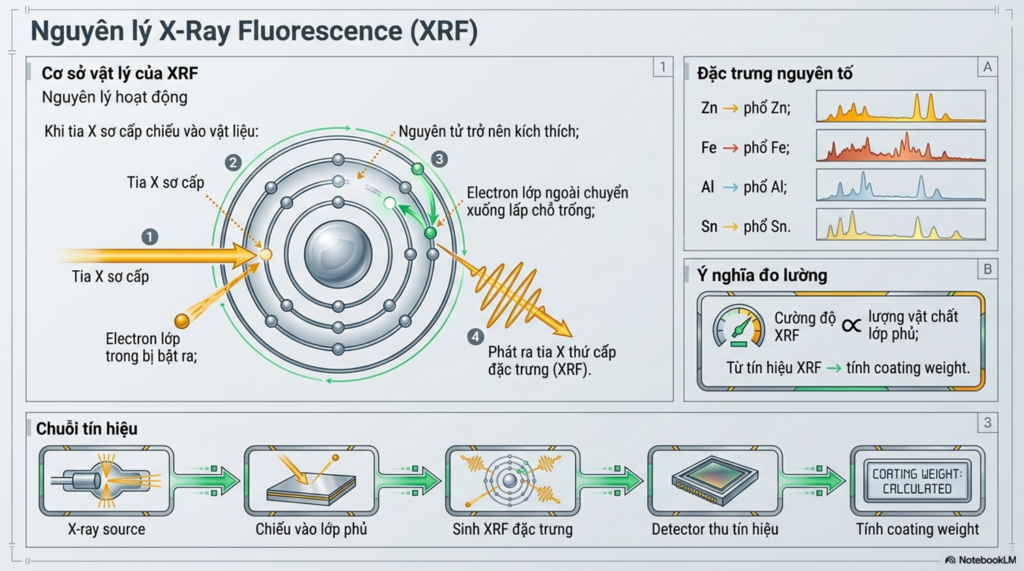
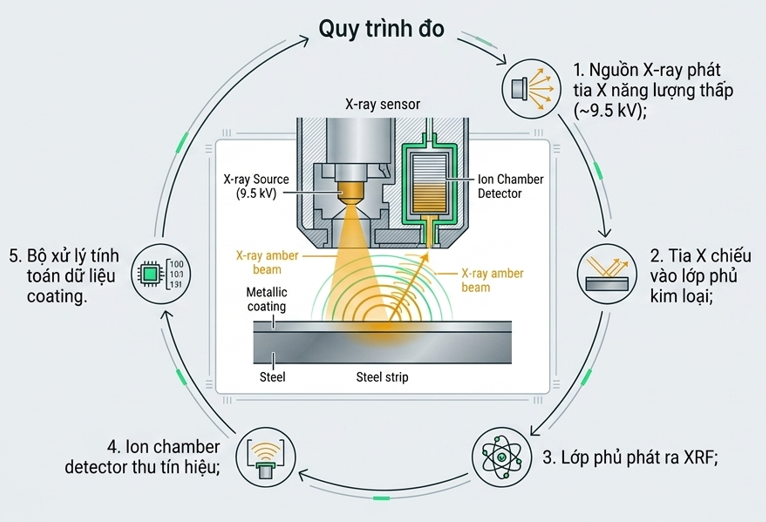
Thép mạ kẽm (galvanized steel) hoặc mạ nhôm-kẽm là những vật liệu chủ chốt trong xây dựng. Việc kiểm soát độ dày lớp mạ ở mức tối ưu là bài toán kinh tế sống còn. Công nghệ XRF cho phép phân tích nhanh chóng mà không gây hư hại bề mặt. Khi tia X sơ cấp chiếu vào bề mặt, nó kích thích các electron ở lớp vỏ trong của nguyên tử Kẽm hoặc Nhôm phát xạ ra tia X thứ cấp.
Các thiết bị như FT160 của Hitachi hoặc FISCHERSCOPE X-RAY sử dụng hệ quang học đa mao dẫn (polycapillary optics) để hội tụ chùm tia X xuống kích thước điểm đo cực nhỏ (nano-order), cho phép đo chính xác ngay cả trên các bề mặt có biên dạng phức tạp hoặc các mối hàn. Điều này giúp nhà máy duy trì sự đồng nhất của lớp phủ, tránh lãng phí nguyên liệu quý và đảm bảo khả năng chống ăn mòn của sản phẩm cuối cùng.
Trong ngành sản xuất xi măng và vật liệu chịu lửa, tia X không chỉ được dùng để đo độ dày mà còn để “nhìn thấu” cấu trúc hóa học và khoáng vật của vật liệu. Sự kết hợp giữa Huỳnh quang tia X (XRF) và Nhiễu xạ tia X (XRD) đã trở thành tiêu chuẩn vàng trong các phòng thí nghiệm tự động. Xi măng là một hỗn hợp khoáng vật phức tạp được tạo ra từ quá trình nung clinker ở nhiệt độ cao. Chỉ số hóa học (từ XRF) thôi là chưa đủ, vì cùng một thành phần hóa học có thể tạo ra các pha khoáng khác nhau tùy thuộc vào điều kiện nung.
| Công đoạn | Ứng dụng X-ray | Lợi ích cụ thể |
| Khai thác và Phối liệu | XRF trực tuyến trên băng tải (PGNAA/XRF) | Điều chỉnh tỷ lệ đá vôi, đất sét theo thời gian thực |
| Kiểm soát Clinker | XRD (Nhiễu xạ tia X) | Xác định hàm lượng Alite, Belite và vôi tự do |
| Nghiền xi măng | XRF và XRD kết hợp | Đảm bảo hàm lượng thạch cao và độ mịn đạt chuẩn |
| Kiểm tra chất lượng cuối | XRF cầm tay (pXRF) | Kiểm tra nhanh tại hiện trường hoặc kho bãi |
Phân tích XRD sử dụng phương pháp Rietveld cho phép định lượng chính xác các pha tinh thể và cả pha vô định hình trong xi măng. Điều này cực kỳ quan trọng để kiểm soát thời gian đông kết và cường độ nén của xi măng. Việc phát hiện sớm sự hiện diện của vôi tự do qua XRD giúp các kỹ sư điều chỉnh nhiệt độ lò nung ngay lập tức, ngăn ngừa hiện tượng clinker nung thiếu hoặc nung quá mức.
Hiệu quả kinh tế
Sử dụng thiết bị X-ray hiện đại không chỉ là vấn đề kỹ thuật mà còn mang lại lợi ích tài chính khổng lồ. Năng lượng chiếm tới 30-40% tổng chi phí sản xuất xi măng. Việc kiểm soát chính xác quy trình nung thông qua phản hồi từ XRD có thể giúp giảm nhiệt độ nung xuống đáng kể.
Dữ liệu thực tế từ các nhà máy xi măng lớn cho thấy:
- Tiết kiệm năng lượng nhiệt: giảm 12% mức tiêu thụ nhiên liệu tại lò nung nhờ tối ưu hóa tỷ lệ gió-nhiên liệu.
- Tiết kiệm điện năng: giảm 26% điện năng nhờ tối ưu hóa quá trình nghiền và hoạt động của quạt hút.
- Giảm phế phẩm: tăng 30% tính đồng nhất của chất lượng sản phẩm, giảm thiểu lượng xi măng không đạt chuẩn phải tái chế.
- Thời gian hoàn vốn (ROI): trung bình từ 4 đến 16 tháng cho các hệ thống phân tích tự động.
Đặc biệt, trong bối cảnh các quy định về phát thải carbon ngày càng khắt khe, công nghệ X-ray hỗ trợ việc sử dụng nhiên liệu thay thế và các loại phụ gia khoáng chất mà vẫn duy trì được chất lượng xi măng, góp phần giảm dấu chân carbon của ngành xây dựng.
Tia X với các phương pháp NDT truyền thống
Trong lĩnh vực kiểm tra không phá hủy (NDT) các cấu kiện xây dựng như bê tông cốt thép, tia X thường được đặt lên bàn cân so sánh với Radar xuyên đất (GPR) và các nguồn phóng xạ Gamma. Mặc dù cả hai đều sử dụng bức xạ ion hóa, nhưng cơ chế vận hành và tính an toàn có sự khác biệt rõ rệt.
| Tiêu chí so sánh | Thiết bị phát tia X | Nguồn đồng vị Gamma (Ir-192, Co-60) |
| Cơ chế kiểm soát | Có thể tắt/mở bằng điện | Luôn phát bức xạ, cần che chắn chì dày |
| Chất lượng hình ảnh | Độ tương phản cao, sắc nét hơn | Độ tương phản thấp hơn đối với vật liệu mỏng |
| Tính di động | Cần nguồn điện, thiết bị thường cồng kềnh | Rất di động, không cần điện, kích thước nhỏ |
| Chi phí vận hành | Chi phí đầu tư cao, bảo trì điện tử phức tạp | Chi phí nguồn thấp nhưng tốn kém phí lưu giữ chất thải |
Trong các nhà máy thép, tia X là lựa chọn ưu tiên nhờ khả năng tích hợp vào dây chuyền tự động và tính an toàn (có thể ngắt bức xạ tức thì khi có sự cố). Ngược lại, các nguồn Gamma vẫn giữ vị thế trong việc kiểm tra các đường ống dầu khí tại hiện trường nơi không có nguồn điện ổn định.
Đối với các kỹ sư xây dựng, việc lựa chọn giữa X-ray và Radar xuyên đất (GPR) phụ thuộc vào mục tiêu kiểm tra cụ thể. Tia X cung cấp một “bức ảnh” thực sự về bên trong bê tông, cho phép nhìn rõ từng sợi cốt thép, các khuyết tật nhỏ trong mối hàn hoặc các bó cáp dự ứng lực với độ phân giải dưới milimet. Tuy nhiên, tia X yêu cầu tiếp cận từ cả hai phía của cấu kiện (một bên đặt máy phát, một bên đặt tấm thu ảnh) và đòi hỏi thiết lập vùng cách ly an toàn nghiêm ngặt. GPR linh hoạt hơn khi chỉ cần tiếp cận một mặt và hoàn toàn an toàn, nhưng dữ liệu thu được là các dạng sóng radar cần chuyên gia diễn giải và không thể cung cấp độ chi tiết như X-ray.
Trí tuệ nhân tạo trong phân tích quang phổ tia X
Một trong những tiến bộ đáng kể nhất trong những năm gần đây là việc tích hợp Trí tuệ nhân tạo (AI) và Học sâu (Deep Learning) vào các thiết bị phát tia X công nghiệp. AI đang làm thay đổi cách thức dữ liệu bức xạ được thu thập và xử lý. Các thuật toán AI có khả năng tự động xác định các vùng phổ quan trọng, loại bỏ các nhiễu nền và dự đoán kết quả ngay cả khi cường độ tín hiệu thấp. Tại Phòng thí nghiệm Quốc gia Argonne, các nhà nghiên cứu đã phát triển hệ thống AI có thể điều khiển chùm tia X chỉ quét qua những điểm có thông tin hóa học quan trọng, giúp quá trình phân tích nhanh hơn 5 lần và giảm 80% số phép đo cần thiết.
Trong thực tế sản xuất thép, phần mềm FISIQ X của Helmut Fischer sử dụng AI để phân tích phổ huỳnh quang, cho phép đo độ dày lớp phủ nhanh hơn gấp 6 lần và phân tích vật liệu nhanh hơn tới 13 lần so với các phương pháp tính toán truyền thống. Điều này cực kỳ quan trọng đối với các dây chuyền cán thép tốc độ cao, nơi mỗi giây chậm trễ trong việc phản hồi dữ liệu có thể dẫn đến hàng chục mét sản phẩm không đạt chuẩn.
AI không chỉ dừng lại ở phân tích phổ. Nó còn được sử dụng để theo dõi “sức khỏe” của ống phát tia X thông qua các thông số về dòng điện, điện áp và nhiệt độ. Hệ thống có thể đưa ra cảnh báo trước khi ống phát tia X bị hỏng, cho phép nhà máy sắp xếp kế hoạch thay thế trong thời gian dừng máy bảo trì định kỳ, tránh việc dừng dây chuyền đột ngột. Các thiết bị của Rigaku và Thermo Scientific hiện nay đều “sẵn sàng cho tự động hóa”, cho phép robot lấy mẫu và đưa vào máy phân tích mà không cần sự can thiệp của con người, đảm bảo tính khách quan và an toàn tuyệt đối.
Quản lý vận hành và bảo trì hệ thống phát tia X công nghiệp
Để đảm bảo hệ thống hoạt động ổn định trong nhiều thập kỷ, công tác quản lý và bảo trì cần được thực hiện một cách khoa học, tuân theo các hướng dẫn trong IAEA SSG-11. Ống phát tia X là linh kiện đắt tiền nhất và cũng dễ hư hỏng nhất do làm việc dưới điện áp và nhiệt độ cao. Việc duy trì hệ thống làm mát (bằng nước hoặc dầu) sạch sẽ là yếu tố tiên quyết.
| Loại hình bảo trì | Nội dung thực hiện | Tần suất khuyến nghị |
| Kiểm tra hàng ngày | Kiểm tra đèn tín hiệu cảnh báo, hệ thống interlock và rò rỉ làm mát | Đầu mỗi ca làm việc |
| Kiểm định kỹ thuật | Đo kiểm điện áp (kV), dòng bóng phát (mA) và liều lối ra | 2 năm/lần hoặc sau sửa chữa |
| Đo kiểm xạ môi trường | Đo suất liều tại các vị trí nhân viên làm việc và xung quanh vỏ máy | Hàng năm |
| Hiệu chuẩn (Calibration) | Sử dụng các mẫu chuẩn (Standard samples) để hiệu chỉnh đường cong phản hồi | Khi thay đổi mác vật liệu hoặc mác thép |
Việc sử dụng các bộ phát tia X hiện đại như của Rayonic hay Gulmay cho phép vận hành bóng phát tia X ở mức khoảng 30% công suất tối đa, giúp kéo dài tuổi thọ bóng phát lên đáng kể. Các hệ thống này cũng thường tích hợp bộ ổn định điện áp cao tần (45kHz – 100kHz) để giảm thiểu sự dao động của chùm tia, đảm bảo dữ liệu đo lường luôn nhất quán.
Xử lý sự cố và Ứng phó khẩn cấp
Mọi nhà máy sử dụng tia X đều phải có kế hoạch ứng phó sự cố bức xạ được phê duyệt. Mặc dù tia X không gây nhiễm bẩn phóng xạ (không để lại dư lượng sau khi tắt máy), nhưng các sự cố như hỏng rơ-le ngắt tia hoặc vỏ bảo vệ bị thủng có thể gây chiếu xạ quá liều cho nhân viên. Kế hoạch ứng phó bao gồm các kịch bản diễn tập, quy trình sơ tán và trang bị sẵn các thiết bị đo liều trực tiếp (EPD) để đánh giá nhanh mức độ phơi nhiễm.
Từ khóa: tia X; XRF;
– CMD –